|
|
Database of Waste Management Technologies |
 |
Composting 3: Tunnel Composting
Description
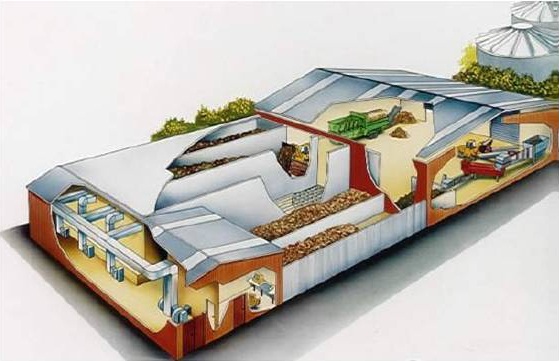
This type of composting technology belongs in the family of contained systems. Contained systems include technologies that are all enclosed, either in buildings and/or specifically designed vessels (e.g. tunnels, drums, towers and boxes) and are typically known as in-vessel composting (IVC). The techniques used to control the supply of oxygen required by the process are the mechanical agitation of waste (turning) and/or blowing or sucking air through the waste (forced aeration) offering differing levels of process control and automation. Two methods of material flow are offered: batch or continuous input.

Tunnel composting units are large-scale rectangular vessels employing forced aeration systems. They can be built as permanent structures constructed from concrete and steel, or more temporary using mobile concrete push walls and/or special fabrics stretched over steel frames. Tunnels may be single or double ended for loading and unloading, and may be fitted with retractable or opening roofs to help load or unload.
Typically, composting tunnels are used to process materials in single batches (all-in/all out), although some systems operate on a continuous flow using specially designed mechanical systems such as moving floors, rotating shafts, and augers, to move the material through the tunnel. Tunnels can be filled manually using wheeled loading shovels or using specialised filling equipment, such as conveyors.
Aeration is achieved by blowing and/or sucking air through a slatted floor, perforated pipe-work cast into the tunnel floor, or special aeration channels on the tunnel floor.
Oxygen and temperature are controlled by adjusting the amount of cool fresh air entering the tunnel, and the rate of air flow.
Odorous gases are controlled by passing exhaust air through water and/or chemical air scrubbers, bio-filters, and thermal or ozone based oxidising units.
Moisture may be controlled by pumping process water or fresh water through a spray bar positioned in the roof of the tunnel onto material being processed.
Process Mass Flow Diagram

Process Photo
Process Operational Data
Area
In-vessel composting systems require usually 0.1-0.2 m2 per annual tonne of feedstock, while Golder Associates Ltd (2009) reports 0.40-0.80 m2 per tonne of feedstock per year and McDougal et al. (2002) reports 0.50 m2 per tonne of feedstock per year. Taking into account adequate space for feedstock reception, product storage and utilities the total area is up to 200 m2 per tonne of feedstock per day (Short, 2005).
Energy
Fuel is used for the operation of windrow turners, for materials loading and transportation, while electricity is consumed in the operation of machinery used for pre and post-treatment operations.
According to van Haaren et al. (2010) total energy requirements for in-vessel composting facilities are 55 kWh per tonne of feedstock. This figure includes only electricity and compares to 30 kWh per metric tonne of organic feedstock based on EPA (2003). A US study by Diaz et al. suggests average energy requirements in a MSW composting facility are 34.4 kW h/ t of MSW. The measured values include energy consumed directly within the facility, including extensive pre-processing prior to composting (e.g., size reduction, screening), but no odour control system. Komilis and Ham (2004) suggest values of 97 kWh/t and 167 kWh/t for high quality (HQCF) and low-quality facilities (LQCF), respectively, including consumptions for feedstock preparation, odour control, building etc. Arcadis et al. (2010) proposes fuel consumption of 3 kWh (0,3 litre of diesel) of and 40 kWh power consumption per tonne of organic waste. According to data from a Greek facility in Chania, electricity consumption is about 50 kWh per tonne of organic feedstock per year and fuel consumption 6,3 kWh per tonne (DEDISA, 2011).
Water
Although water is produced during volatile solids decomposition, the heat and airflow generated during composting evaporate significant amounts of water and tend to dry the material out. This volatilization and removal of water plays a central role in heat removal and temperature control. During the active composting phase, additional water usually needs to be added in order to keep the moisture content from dropping to inhibitory levels and prevent premature drying and incomplete stabilization.
According to data from international literature water consumption is around 0.14-0.33 m3 per tonne of feedstock (Cadena et al. 2009), depending on the existence of a wet scrubber in case of in-vessel systems.
Process Environmental Indices
Air Emissions
Although during the composting process more than 100 types of gaseous compounds can be emitted (Chung, 2007), N2O, NH3, CH4 and Volatile Organic Compounds (VOCs) represent together with CO2, 99% of the total emission (Beck-Friis et al., 2000; Pagans et al., 2006; Amlinger et al., 2008).
The air emissions from composting are not straightforward to measure or to present. The gaseous emissions tend to be fugitive in nature. In addition, they can be expected to depend upon a number of inter-related factors (Arcadis et al., 2010):
- The nature of the input wastes, in particular the nature of the organic carbon in the components of the waste, and the nature of any organic compounds in the input wastes which may be released as the mass of material heats up;
- The nature of the process, and the retention time in that process, as well as the maturation period;
- The nature and effectiveness of the turning / airflow systems, and the frequency of turning;
- The regime of management of moisture in the biomass, especially in turned windrow systems;
- The C:N ratio of the bio waste; and
- The nature and effectiveness of any measures to control air pollution, as enclosed facilities usually use biofilters.
CO2 emitted from composting is not fossil-derived, and therefore, it is not considered as a greenhouse gas emission (Amlinger et al., 2008), in accordance to the European Commission (Smith et al., 2001) and UNFCCC (Approved Baseline Methodology AM0025, 2005).
During storage of waste in collection containers, the composting process itself and when the compost is finished, N2O emissions might be released, while in enclosed processes additional emissions result from the use of biofilters to reduce emissions of ammonia (Arcadis, 2010). Based upon Schenk (1997) and others, a total loss of 42 mg N2O-N per kg composted dry matter can be expected (from which 26.9 mg N2O during the composting process). Assuming 650 kg dry matter per tonne of compost and 42 mg N2O-N, and given the molecular relation of 44/28 for N2O-N, an emission factor of 0.043 kg N2O per tonne of compost is calculated (UNFCCC, 2005). According to Hellmann (1995), nitrous oxide emissions range from 0.012 to 0.114 kg N2O-N per tonne of basic dry mass depending on N-content of the feedstock and the composting conditions. Grontmij and IVAM (2004) propose a value of 0.101 kg N2O per tonne of organic feedstock, while Gronauer et al. (1997) estimate 0.150 kg N2O per tonne of waste. According to Arcadis (2010) the operation of biofilter for enclosed facilities is assumed to result in emissions of 360 g N2O per tonne of garden waste (the figure for a mixed food / garden waste feedstock is slightly higher at 478 g per tonne).
Ammonia (NH3) emissions are determined by the quantity of ammonium ions, urea, and organically bound nitrogen. The pH value, temperature, ventilation, and the C/N-relation constitute other influencing factors. An increasing pH value, higher temperature, and/or better ventilation lead to greater emissions. High C/N relations cause NH3 emissions to diminish (Arcadis, 2010). Eunomia et al (2002) propose a figure of 371 g NH3 per tonne of organic waste. Gronauer et al (1997) suggest that around 12% of total nitrogen escapes from the material in the form of ammonia, which results in 0.53 kg/tonne waste in raw gas, but 0.0264 kg per tonne waste (95% reduction) when the air is passed through a biofilter.
During the composting process, aerobic conditions may not be completely reached in all areas and at all times. Pockets of anaerobic conditions - isolated areas in the composting heap where oxygen concentrations are so low that the biodegradation process turns anaerobic - may occur, so such areas may be potential emissions sources for methane (CH4) just like an unmanaged landfill is. According to Bokhorst et al. (2001) aerobic processes are replaced by anaerobic composting processes if oxygen content in compost is below 5% - 7.5%. A more recent study by Amlinger et al. (2008), presented data on emissions of CH4 from open and closed composting facilities. Their study included data from a literature review as well as new measurements taken from operating facilities. Their data suggested CH4 emissions in the raw gas from enclosed facilities ranges of between 816-1,132 g of CH4 per tonne of material to process. Whilst the action of the biofilter might expected to remove some of the CH4, measurements for biofilter efficiency presented by the authors suggested that typically not more than 15% of the CH4 was removed.
Relatively few studies make reference to emissions of VOCs. According to measurements of UK Environment Agency for existing facilities (2000), total VOCs emissions are 24 g per tonne of organic feedstock. According to Arcadis et al. (2010), the use of biofilters reduce VOCs emissions by 80% in the case of in-vessel facilities.
Odour is a significant impact of composting facilities. Odours are emitted from the surface of open piles, windrows, maturation piles, storage piles, and stockpiles of amendments. Typically the most problematic odorous compounds at composting facilities include ammonia, hydrogen sulphide, mercaptans, alkyl sulphides such as dimethyl sulphide and dimethyl disulphide and terpenes. These compounds are present in many composting feedstocks or are formed during the process through aerobic or anaerobic actions. Effective operational management, such as processing incoming feedstocks as soon as possible, managing the process properly, following good housekeeping practices, can help to control the formation of odours.
Wastewater
According to Komilis and Ham (2004), varying amounts of leachate have reportedly been produced in MSW and garden waste composting facilities starting from 0 to approximately 0.49 m3 per tonne of feedstock, while Krogmann and Woyczechowski (2000) report 0.030 m3 per tonne of organic input to the facility for turned windrows.
Residual
The solid wastes of Composting Facilities include mainly non-compostable, inert and ferrous materials, removed during pre-processing and post-processing stages, which are disposed to landfill. According to data from existing facilities residual is up to 0.4 tonnes per tonne of feedstock.