|
|
Database of Waste Management Technologies |
 |
Bio-drying
Generic information
Biodrying (biological drying) is an option for the bioconversion reactor in mechanical–biological treatment (MBT) plants, an alternative for treating residual municipal solid waste (MSW).
Waste treatment plants defined as MBT integrate mechanical processing, such as size reduction and air classification, with bioconversion reactors, such as composting or anaerobic digestion.
The term "biodrying" was coined by Jewell et al. (1984) whilst reporting on the operational parameters relevant for drying dairy manure. IN MSW management, the term "biodrying" denotes: (1) the bioconversion reactor within which waste is processed; (2) the physiobiochemical process, which takes place within the reactor; and (3) the MBT plants that include a biodrying reactor: "biodrying MBT".
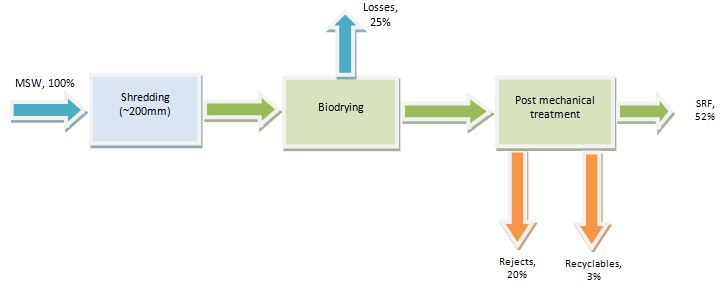
Typically, the biodrying reactor within MBT plants receives shredded unsorted residual MSW and produces a biodried output which undergoes extensive mechanical post-treatment. Within the biodrying bioreactor the thermal energy released during aerobic decomposition of readily degradable organic matter is combined with excess aeration to dry the waste (Fig. 1).
This is attractive for MBT plants established to produce solid recovered fuel (SRF) as their main output, because removing the excessive moisture of the input waste facilitates mechanical processing and improves its potential for thermal recovery. A major benefit of SRF production in MBT with biodrying is the opportunity to incorporate the biogenic content of the input waste, a carbon dioxide (CO2)-neutral, alternative energy source, into a fuel product. This produces an SRF low in CO2 specific emission loading, mitigating the waste management contribution to climate change. As result, there is high interest in biodrying MBT plants: 20 commercial references are currently operational in Europe, with overall capacity of ca. 2,000,000 Mg /a.
Biodrying reactors use a combination of engineered physical and biochemical processes. Reactor design includes a container coupled with an aeration system; containers can be either enclosed (Fig. 1), or open tunnel-halls, or rotating drums (Fig. 2). On the biochemical side, aerobic biodegradation of readily decomposable organic matter occurs. On the physical side, convective moisture removal is achieved through controlled, excessive aeration. Whilst the general reactor configuration and physiobiochemical phenomenon is similar to composting, the exact way in which it is operated is significantly different.
Composting is a widely studied and largely understood natural process, controlled for specific objectives within waste management. It refers to the aerobic biodegradation and stabilisation of mixed organic matter substrates by micro-organisms, under conditions that allow development of thermophilic temperatures. During multiple cycles of biodegradation, a widely diverse population of micro-organisms catabolises substrates through complex biochemical reactions to satisfy metabolic and growth needs, gradually leading to mineralisation of organic substances.
Biodrying differs from composting in terms of the objectives of each process. Composting produces a humus-like ‘‘compost” that can be beneficially and safely applied to land, subject to regulatory approval. Composting is also used to stabilise the biodegradable organic material of MSW prior to landfill disposal, minimising leachate and landfill gas formation.
In contrast, the biodrying reactor aims to pre-treat waste at the lowest possible residence time in order to produce a high quality SRF. This is achieved by: (1) increasing the energy content (EC) by maximising removal of moisture present in the waste matrix and preserving most of the gross calorific value of the organic chemical compounds through minimal biodegradation; (2) facilitating the incorporation of the partly preserved biogenic content into the SRF; and (3) rendering the output more suitable for mechanical processing by reducing its adhesiveness.
Secondary benefits are also achieved. Biodrying renders the material more suitable for short-term storage and transport both by partially biostabilising it and by reducing its MC below the necessary threshold for biodegradation to occur. Partial sanitisation of the output is also accomplished; for the bulk of the biodried product sanitisation to high standards is not necessary, because most of it is not intended to be applied on land but to be thermally recovered.
Process description
In biodrying, the main drying mechanicsm is convective evaporation, using heat from the aerobic biodegradation of waste components and facilitated by the mechanically supported airflow.
The Moisture Content (MC) of the waste matrix is reduced through two main steps: (1) water molecules evaporate (i.e., change phase from liquid to gaseous) from the surface of waste fragments into the surrounding air; and (2) the evaporated water is transported through the matrix by the airflow and removed with the exhaust gasses. Limited amount of free water may seep through the waste matrix and be collected at the bottom of the biodrying reactor as leachate.
Thus in biodrying, air convection and molecular diffusion are the main transport mechanisms responsible for moisture flow through the matrix. Air convection, induced by engineered airflow through the matrix, is almost exclusively responsible for the water losses. Here, air carries the water evaporated from the surface of matrix particles (free moisture) with which is in contact.
Removal of water content from the waste matrix (desorption) by convective evaporation is governed by the thermodynamic equilibrium between the wet waste matrix (solid state) and the air flowing through the matrix (gaseous phase).
Optimal biodrying can be achieved through effective reactor design and conditioning of the input material, combined with suitable process monitoring and control. Control can be exercised by adjusting the level of operational variables (suitable to directly manipulate), informed by process state variables (suitable to monitor and evaluate). Typical design and operational choices involve:
- matrix conditioning through mechanical pre-processing, e.g., comminution and/or mixing, affecting the physical properties of the matrix, such as the resistance to airflow;
- type of containment of waste matrix, e.g., in enclosed boxes (or ‘‘bio-cells”) (Fig. 1) or piling in tunnel windrow systems, affecting drying mechanisms including insulating effect and degree of compaction;
- use of mixing/agitation/rotation of the waste matrix in dynamic reactors to homogenise it, i.e., achieve uniform conditions: e.g., by rotating drum reactors (Fig. 2B) however, most of the existing commercial designs are static;
- aeration system design: inverted aeration systems have been tested (Fig. 2A), intending to reduce gradients experienced in prevalent unidirectional desings
- management of the aeration rate of the waste matrix, by control of the inlet airflow rate (Qair), to remove water vapour and offgasses and control state process parameters, such as substrate temperature and oxygen availability;
- external systems for controlling the psychrometric properties of the inlet air (e.g., temperature, due point, relative humidity), by cooling and dehumidifying of the process air to enhance its capacity to hold water vapour, combined with partial process air recirculation; and,
- residence time within the reactor, affecting the degree of completion of biochemical and physical processes. Typical residence times are in the range of 7-15 days.

Figure 1: Schematic of biodrying box with process air circulation
and dehumidification.
(1) enclosed box; (2) air forced through the waste matrix, heated by the exothermic
aerobic biodegradation of readily decomposable waste fragments; (3) leachate collection
and circulation system; (4) forced aeration system with partial air recirculation,
mixing ambient air and conditioned process air; (5) heat exchanger; (6) cooling
tower; (7) water (vapour condensate); (8) exhaust air treatment through biofilter
or regenerative thermal oxidation (RTO). Appropriate conditions for microbial activity
allow for the biodegradation of the waste placed within the bioreactor, providing
the necessary heat to evaporate moisture from the waste fragments. Evaporated moisture
is removed by the air convection, achieved by forced aeration. The exhaust air is
going through various treatment stages that improve its drying capacity (ability
to carry moisture) before it is partly re-circulated into the reactor, after being
mixed with ambient air. (technology by Herhof Environmental, schematic as reported
by C.A. Velis, P.J. Longhurst, G.H. Drew, R. Smith, S.J.T. Pollard, “Biodrying for
mechanical–biological treatment of wastes: A review of process science and engineering”,
Bioresource Technology, 2009)
MC of the waste matrix is the single most important variable for evaluating the performance of biodrying processes. In waste management the MC is typically measured by gravimetric water content methods and expressed as a percentage of water for the wet weight of the material (wet basis: ar). In biodrying, the MC can be reduced from ca. 35–55% w/w to 20–10% w/w ar. During aerobic biodegradation around 0.5–0.6 g of metabolic water is produced per g of VS decomposed. However, water losses during biodrying are much greater than the gains of metabolic water, resulting in a dried matrix. Mass balance of MC should include both metabolic water gains and evaporation–convection losses. Overall weight losses of 25% w/w are considered as typical.

Figure 2: Simplified schematics of bench/pilot-scale biodrying reactor designs, among else aiming to mitigate the uneven drying of matrix. Reactor A: static enclosed hall. The central perforated pipe (C2) alternates between blowing and pulling air through the matrix, whilst the peripheral pipes (C2, C3) operate conversely. Reactor B: cylindrical rotating drum with one perforated pipe. Certain monitoring points are shown: T: temperature: 1–7 internal, out: exhaust air; P: pressure; rH: relative humidity; Q: air flowrate. BL: blower. (Schematics as reported by C.A. Velis, P.J. Longhurst, G.H. Drew, R. Smith, S.J.T. Pollard, “Biodrying for mechanical–biological treatment of wastes: A review of process science and engineering”, Bioresource Technology, 2009)
Process Mass Flow Diagram
This is a general mass flow diagram often adopted in MBT plants that incorporate a biodrying reactor. Under the MBT description three variations will be presented.
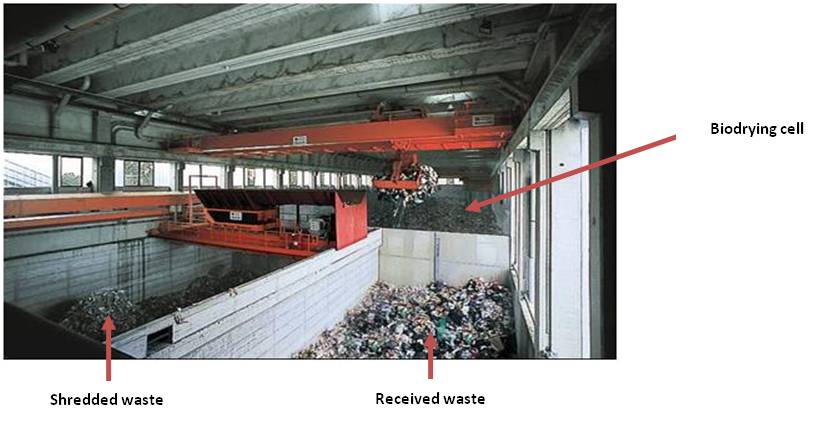
 Process
Photos
Process
Photos
Process Photos

Boxes of Herhof Environmental Ltd. (left) and of Nehlsen (right) (photos as found in: “Mechanical Biological Treatment: A Guide for Decision Makers, Processes and Markets”, Juniper Ltd., 2005)
Biodrying in a static, enclosed hall (technology of EcoDeco)